Magnetic Separators
Higher quality products, all at lower costs. These objectives, typically contradictory in the minerals processing arena, are, in the case of rare-earth magnetic separation, in fact most complementary.
Rare-Earth Magnetic Separators in Minerals Processing
Since 1982, when the first commercial unit was commissioned in South Africa, the use of rare-earth magnetic separators has become convention in many of the worlds modern industrial minerals operations. They typically process, amongst many others, mineral sands, glass sands, garnets, refractories, and ultra-high purity materials.
As is common with many new technologies, initial installations of rare-earth magnets were introduced at the end of the circuit, as a ‘patch’ to clean-up or improve inefficient technologies. Their use included tailings retreatment operations from electromagnets and new applications where standard electromagnets simply could not cope. Over the past two decades, however, rare-earth magnetic separators have been recognized as the superior solution, in many cases replacing the bulk of induced roll magnetic separators due to their greater separation efficiencies and lower power consumption. Thousands of separators are now used in the industry. Rare-earth rolls and drums are available in a variety of different designs, and with magnetic forces far exceeding prior art separators.
How do rare-earth magnets work?
There are two main suites of rare-earth magnetic separators – rare-earth rolls and rare-earth drums. Process widths are usually 1m to 1.5m, with 2-4 magnetic stages.
In a rare-earth roll, material is fed evenly on its separator belt and is transported over a uniquely designed magnetic roll. As the feed material moves through the magnetic field, all magnetic particles are attracted to the roll. Depending on the magnetic susceptibility of the particle, it either:
Becomes attracted to the surface of the belt and is subsequently released as it travels away from the magnetic field; or
Is drawn towards the belt and its trajectory is altered from that of non-magnetic particles as they are thrown from the roll.
Separation is optimized with the proper selection of magnetic roll design, belt thickness, roll speed, feeding position, splitter position and number of stages of separation.
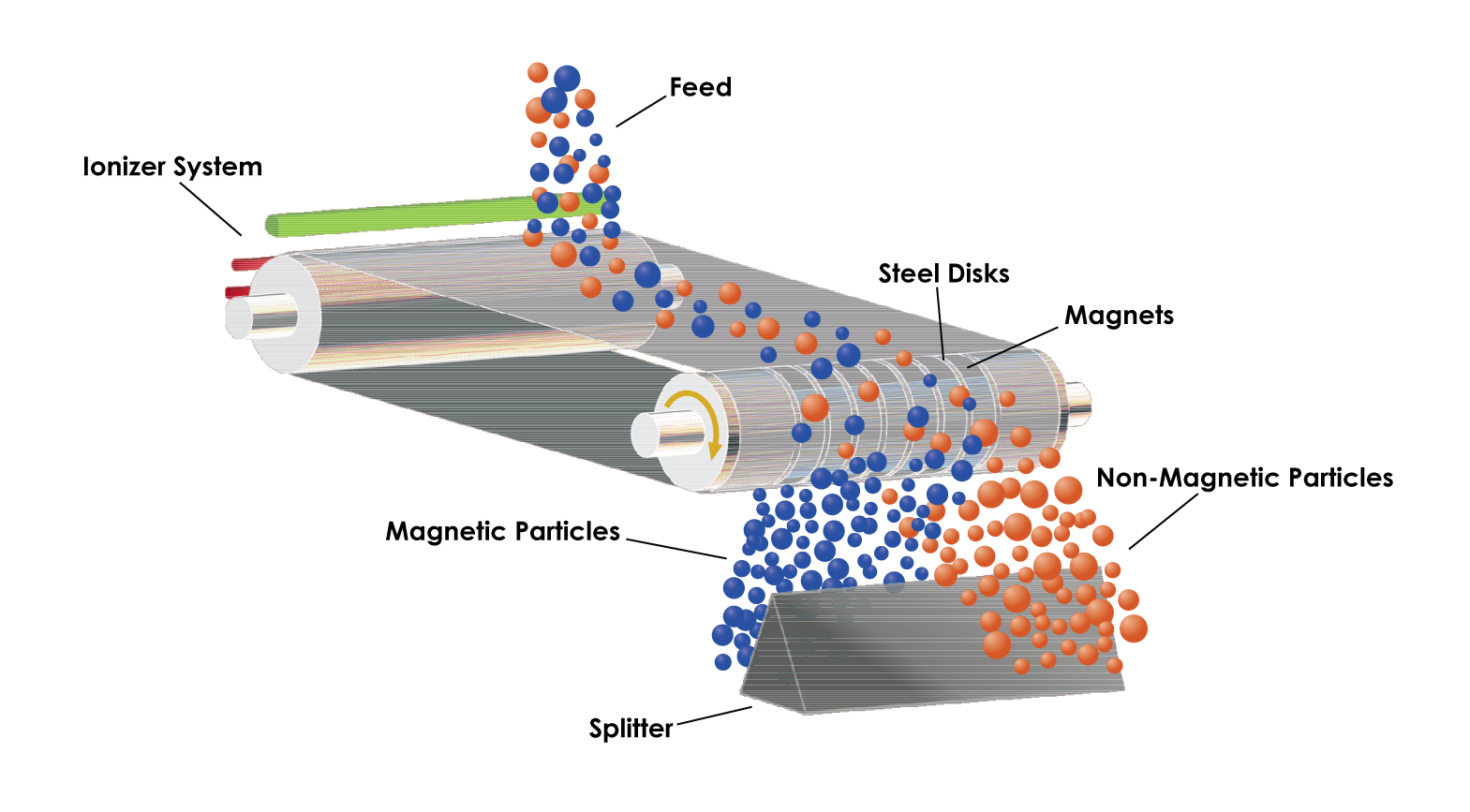
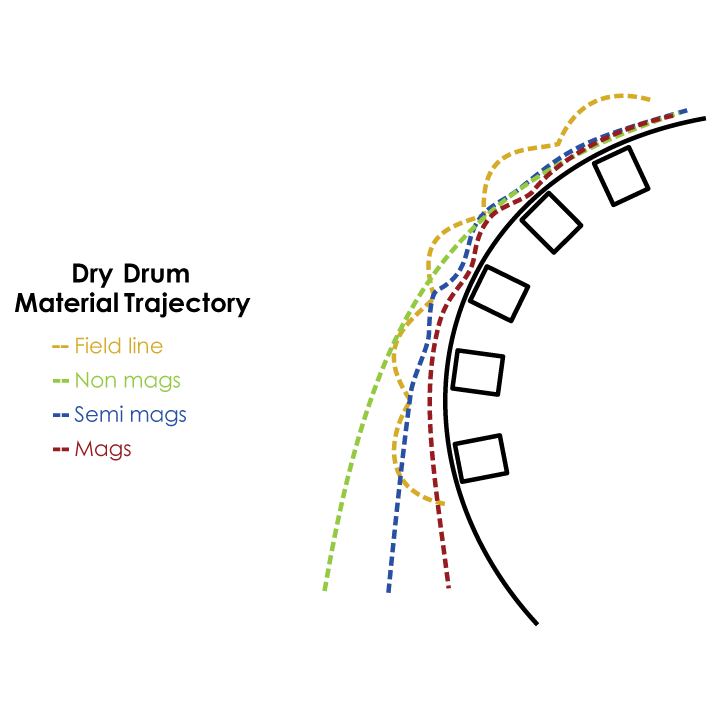
With a rare-earth drum the principle is somewhat similar. The feed is introduced onto a rotating metal shell and the magnetic particles are attracted towards the rare-earth magnets in the drum, while the non-magnetics are thrown away from the drum by their centrifugal force.
With both separator configurations, magnet design and magnetic force are customized for each application.
Download our Magnetic Separator Selection Guide to better understand which model is best suited for your application.
Where are rare-earth magnets used?
There are two main magnet configurations according to maximum selectivity and those according to highest strength. Maximum selectivity configurations are used in concentration applications where more magnetic material is present, such as ilmenite. Highest strength configurations are used in cleaning applications, as with zircon or glass sands.
The major applications include mineral sands, refractory raw materials, fillers, glass and ceramic raw materials, potash, salts, ultra-high purity materials, phosphates, abrasives (diamonds and garnets), graphite and iron ore beneficiation.
Why do rare-earth magnets make sense (and save dollars)?
Apart from their processing efficiencies, because they are permanent magnets, rare-earth separators require no power to generate a magnetic field. The only power consumer is the drive of the device.
Compared to electromagnets, rare-earth magnets operate at a fraction of their cost. Other influencing factors are the high availability of rare-earth magnetic separators and the relatively low maintenance costs (up to 40% lower than with electromagnets). The table illustrates the operational cost differences for an ilmenite processing operation.

Magnetic separator cost comparison
Advantages of rare-earth magnets
By maximizing the use of rare-earth magnets in process flowsheets, the following main benefits have been established:
Reduced operating costs, often in the range of 30-50% compared to induced roll magnets, and even lower compared with cross belt separators
Enhanced product qualities
Optimized product yields
Augmented economic recovery of valuable minerals from waste materials
Combined with more efficient mineral sands gravity circuits, they may eliminate the need for WHIMS (Wet High Intensity Magnetic Separators). This further reduces process complexity and costs, whilst at the same time producing final grade products often after only one stage of magnetic separation. In essence, they can often produce a far purer product at a relatively earlier stage.
Increased overall dry processing efficiency
Decreased plant size and lower capital costs
Reduced need for operators as well as the associated skill levels
Enhanced ore reserves due to overall greater efficiencies, resulting in a greater pit to product yield
Reduced equipment footprints of up to 90% over electromagnets
Optimized capacity – Larger diameter rare-earth roll magnets actually allow mineral processors over 300% more capacity versus other prior-art rare-earth magnetic separators
What else is important?
Testing is crucial to ensure the optimum result for client needs. Testing allows product qualities to be assessed, tonnage rates determined, flowsheets generated and, ultimately, engineering and costing for projects.
The separator’s final design is most often determined by client-specific separation requirements, combined with the results of the test work facility. This early collaboration between client and technology provider ensures the performance of the delivered separator is of the greatest efficiency and value.
For more information about IMSC Group manufactured Outotec® rare-earth magnetic separation solutions, or any of our physical separation technologies, contact our team of experts.